
波纹填料_丝网填料_不锈钢填料



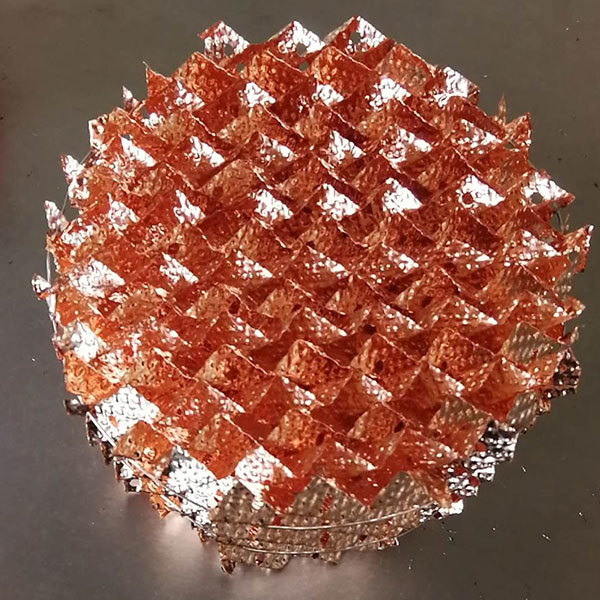
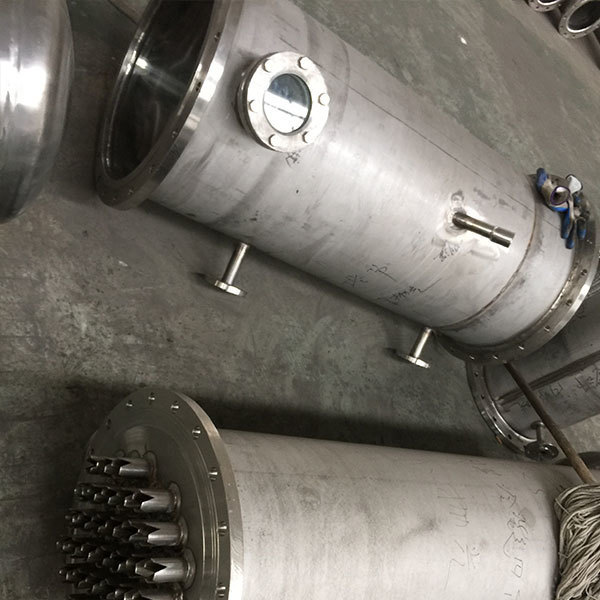
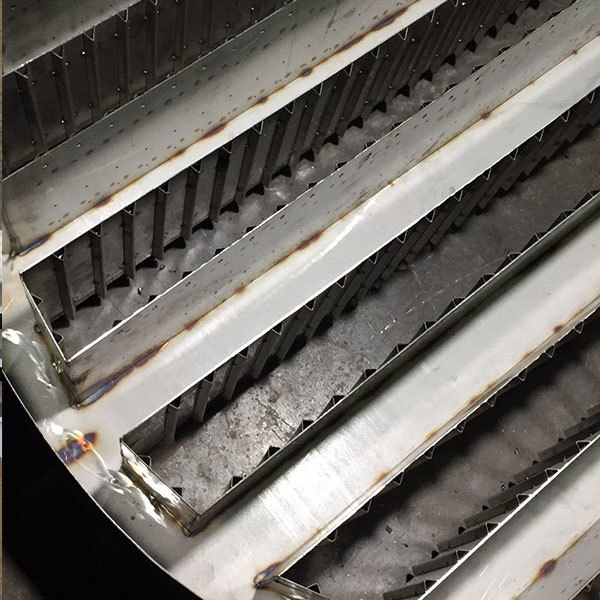
构成孔板波纹填料的生产制造流程 依照盘高规定采用一定总宽的定形钢链,钢链长短可依据冲波的磨具不一样而不一样。先将钢链开展开洞、压花、滚纹等工艺流程生产加工,随后拼装成形。那麼,构成孔板波纹填料的生产制造流程是啥? 以便使金属材料孔板波纹填料有优良的液體遍布功效及汽液触碰,在孔板波纹填料上面打上直徑4~毫米的小圆孔,孔间隔一般为13mm。一般来说,自动冲孔机用以生产制造和生产加工,并要求生产制造的孔边和孔间隔合乎设计构思。 冲孔机后的钢链先压纹路。金属复合材料的表层具备一定的纹路,能够提升表层湿润工作能力,液體能在金属表层产生优良的薄膜状。随后再按设计构思规定的波峰焊高及波距挑选适合的磨具,碾成波浪纹。波浪纹与中心线方位成30o或45o倾角。 对于小塔来说,托盘的组装方式与铁丝网填料相同成盘后的填料在圆上方位上放钢链扎牢,随后焊接。 针对大直徑的塔或没法兰构造的塔器,不太可能拼装成全盘,必须分层拼装。分层的标准是使填料散装块能从塔的手孔中送进安裝,散装块的总宽要低于入孔规格。首先,将包装板分成若干块,根据波峰焊高宽比计算块数,根据弧度计算每块长度的圆周计算。将邻近两块的波浪纹倾斜角按90o交叉式拼装到一定的总宽,随后将分层的填料正反面焊接或绑扎,使其固定不动成块。 以便使孔板波纹填料不形变,另外有利于运送,可将角铁焊好固定不动分层的填料。针对一个塔盘的多个分层各自拼装,随后开展序号,以防止在塔体拼装中出現错漏。 生产制造孔板填料有哪些常见问题? 孔板填料具备低阻、高效率、低持水率、通量大、实际操作延展性大并能融入当代大中型填料塔生产制造规定等优势。那麼,生产制造孔板填料有哪些常见问题? 孔板填料关键功效是推动汽液对流传热和分离出来。最合适的操作温度为200-400℃。由多个波浪纹平行面且竖直排序的金属材料波浪纹片构成生产制造是应当留意,最先在金属板材上选用挤压成型法在表层压出来纹路,在波形板上冲有φ4mm小圆孔,再按不一样规格型号和堆积密度用挤压成型轮抑制出不一样规格型号的波浪纹带,进行后按要求截成不一样的长短的波形板,按规格规定将波形板竖直匀称的排成盘。邻近两块波形板的波形板倾斜角反方向叠靠。 孔板填料具体生产制造时特别注意直徑低于80b250m的制成一个个有光泽的盘类,直徑比塔的公称直径稍小。全盘填料运用钢链箍紧,箍的羰头钢筋搭接焊接,避免填料形变。上箍安装完后对上大通道割缝,留作填料装塔前反边用,将箍制成防壁流圈方式。 直徑很大的孔板填料,每盘需分为数块由几片拼凑而成,根据填料塔的手孔放进塔体,在塔体拉拼出一个个详细的园盘,左右几盘填料的波浪纹片转动九十度安裝,使流体力学在塔体充足混和。孔板填料在贴塔壁端制成防壁流圈方式,割缝间隔依填料盘径尺寸而定以紧贴塔壁为标准。
 重要通知 :
重要通知 : 






 在线客服1
在线客服1